




























- 深圳市力同科技有限公司
- 地址:深圳市宝安区石岩街道罗租工业大道11号
- 联系人:罗经理:13380799587
- 公司电话:0755-27611097
- E-mail :sales@litongtech.cn
- 公司网址:www.litongtech.cn
-

业务微信号
全国资询热线:
13380799587
全国资询热线:
13380799587
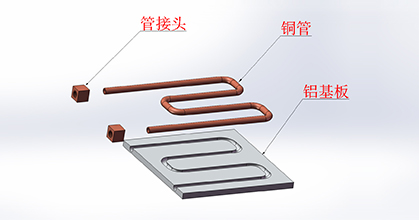
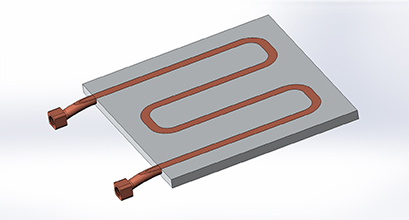
浅埋管工艺:适用单面安装器件,铜管压扁后与铝板同时铣面,充分利于铜管高导热性能带走热量,利用铝的轻量化起到减重及成本控制。
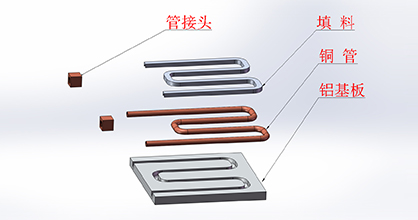
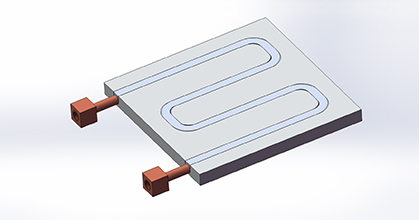
深埋管工艺:适填料为美国进口高导热环氧树脂,双面器件温差要求不高的情况下,可单双面安装器件,因铜管厚度没有进行二次加工,且有填料保护可提供应用的安全性,特别适合冷媒为介质的冷板使用。
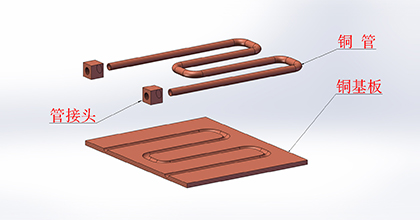
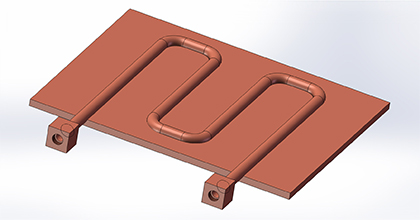
焊管工艺:适合铜板+铜管的方式,以此降低板材厚度起到减重效果。
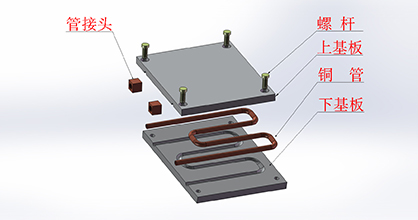
双面夹管工艺:合两面安装器件,工艺简单成本低;铝板+铝管&铜管&不锈钢管。

大功率耗散的电子设备常用强迫液体冷却的冷板装置来控制热点温度,水冷板由导热系数高的铜或铝制成,将水循环系统嵌入冷板内部,电子组件直接固定在冷板上,利用循环系统内流动的水来排散电子组件发出的热量。
在电力电子控制、转换、驱动、信号传输等领域以及新能源领域(新能源汽车动力电池散热、UPS及储能系统散热、大型服务器散热、大型光伏逆变器散热、SVG/SVC散热等),为追求高效能、低噪音低温运行,且受到空
间限制时,散热问题成为产品开发理想化的最大限制,液冷散热技术成为首选热管理方式。
利用挤压工艺将冷板流道直接成型,再通过机加方式打通循环,通常采用摩擦焊接、钎焊焊接等焊接工艺进行密封,此工艺生产效率高,成本低;不适用于散热密度过大,表面不适合太多螺丝孔而限制水道走向或降低可靠性。主要应用于:动力电池水冷散热加热装置、分水盒以及标准功率模块一体化散热产品。
特点与优势:
1.铜铝复合液冷散热器比纯铝有更好的耐腐蚀、耐高压性能;
2.纳米级特殊涂层,成本低,耐腐蚀性,耐高温性,耐磨性远高于常规表面处理方式;
3.结构简单,功率大,导热集中;
4.基本上无模具费用产生,生产批量没有限制,成本低;
5.漏液风险低,并且可承受10kg/cm²以上的压力。
应用领域
新能源(充电设备)、新能源(汽车)、电力电子、电源(感应加热电源、电镀电源、应急电源整流、逆变电源、开关电源、军品电源,激光电源等)、IGBT、SVG、SVC、APF、MOS管、变频器、逆变器、焊接设备、广播通讯、仪器仪表、控制柜、调功器、软启动、LED、电子、军工、铁路、航天等。
水冷板采用机加的方式,内部流道尺寸、路径均可自由设计,适合功率密度较大、热源布局不规则、空间受限的热管理产品,主要应用于:风电变流器、光伏逆变器、IGBT、电机控制器、激光器、储能电源、超算服务器等领域的散热产品设计上。
内压铸工艺是非常成熟且应用广泛的成型方式,随着新能源汽车的快速发展, 成为电机控制器、动力电池包托盘及散热箱体成批量生产的首选方式,但需在工艺上控制压铸杂质、汽孔等问题,保守采用密封圈方式或者采用摩擦焊焊接的方式,都需要在工艺上提高可靠性避免导致漏水问题。
力同热能2011年从北京航空研究所引进摩擦焊焊接技术, 经过近几年对材料的研究、验证及焊接技术的创新,对压铸成型再焊接工艺控制良好,且制程稳定,具备批量交付能力。除了摩擦焊焊接工艺,部分水冷板还会采用钎焊或真空钎焊的焊接工艺,近年来使用率不断上升,特别是在较为精密的水冷板(涉及到铜与不锈钢焊接、双面铜板焊接等)有使用较为普遍。
业务微信号
版权所有 : 深圳市力同科技有限公司
